Workcell Arrivals 1 Piece Flow
LegacyHow this worked in the previous version
When you need to establish a method of reading in the daily production schedule for a workcell or to create an outside entry form for all production information in a workcell or to start counting time when the first part of a new order is touched in the first workcell.
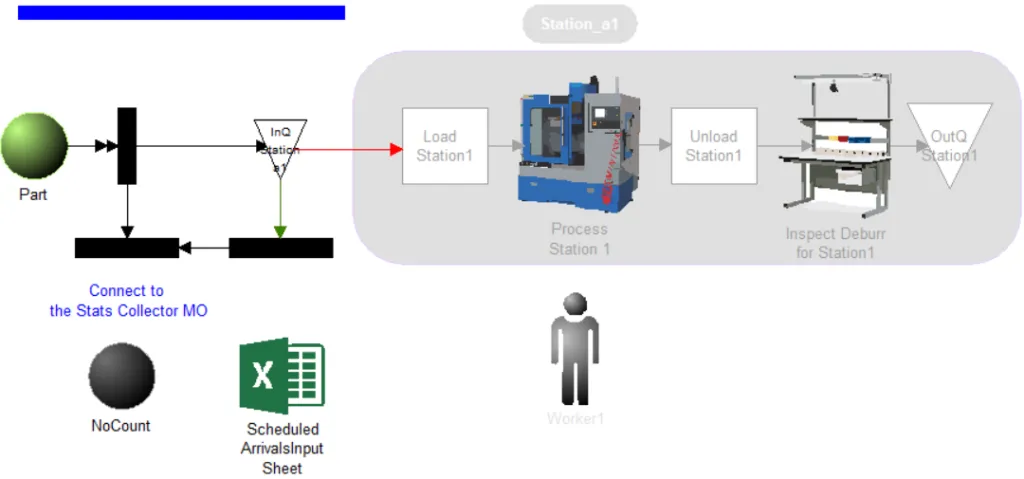
This model is a template for reading in workcell schedules, order size, production times and routing. All of the attributes are provided to run a 12 station workcell.
Where to Find the Model Object
Section titled “Where to Find the Model Object”The following model object will be used to create workcell arrivals 1 piece flow to import data into ProcessModel:
- Workcell - Workcell Arrivals 1 Piece Flow - LR / RL
Difficulty Level
Section titled “Difficulty Level”- Ease of Use: Moderate
- Ease of Modification: Moderate
How to Use the Model Object
Section titled “How to Use the Model Object”- Open Your Model: Open your model or create a new blank model.
- Insert the Model Object into Your Model: Locate the appropriate location in your model where you would like to place the model object, move the view to the location and then insert the model object.
- Connect to Your Model: Connect the InQ Station a1 to the rest of your model.
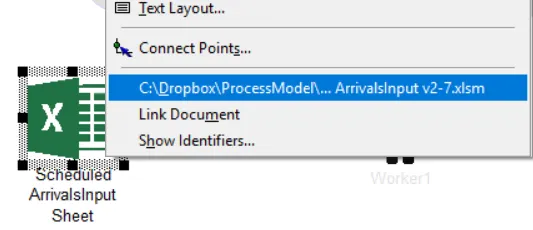
- Open the Excel File: Right click on the Scheduled ArrivalsInput Sheet Excel icon and click on the third option from the bottom to open the Scheduled ArrivalsInput vx-x Excel file, where x-x represents the version number of the Excel file.
Before using this Excel file for the first time, or after changing your model name, make sure that a manual export of data is done via ProcessModel. From your model, click Tools Export Data, click ‘Yes’ to all prompts until the data export file opens, close the data file and then use this Excel file.
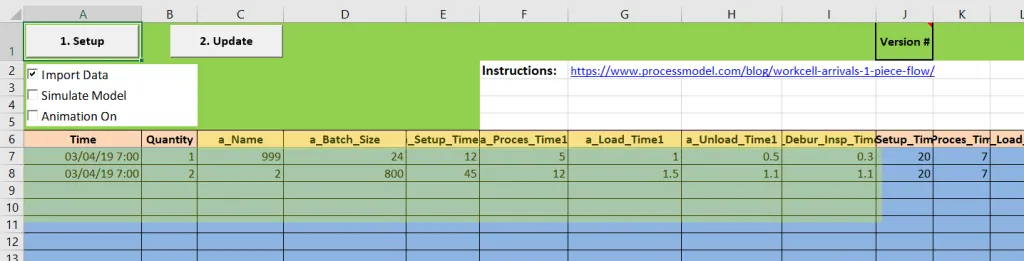
Click Enable Content if prompted
![]()
- Setup the Excel File: Once the Scheduled ArrivalsInput vx-x Excel file opens click the 1. Setup button. This will instruct the Excel file to ping ProcessModel and fetch the name of all entities that have a Scheduled arrival from the active model and create new tabs for each entity. In our case we only have one entity called Part.
If you have multiple entities with a Scheduled route and only want to update one or more of the entities schedule you can delete the tabs of other entities. Make sure that you keep the tab with the buttons, change the name of the tab to reflect the name of another entity if the current entity name on the tab with buttons is not what you want to update, make sure that you keep the naming format: Ent (Entity-Name).
- Enter Raw Data:
Copy your attribute names into the Excel file, from cell C7 onwards. Sample data is included.
- Copy your raw data into the Excel file, from cell A7 onwards. Make sure that you add all the attributes needed in your model and provide relevant values for them. Sample data is included.
Have UK dates and time? Use the UK Dates Converter
The attribute names must match to what you have in ProcessModel
- Import Data from the Spreadsheet to Processmodel: Before clicking the 2. Update button you may select one of the following 3 options in order instruct ProcessModel what it needs to do.
Import Data: Selecting this option will import the data into ProcessModel after crunching the numbers and updating the exported Data file from ProcessModel. The Excel file will automatically export data from your model.
-
Simulate Model: Selecting this option will simulate the model after completing all the actions mentioned in Import Data. Simulation animation will be off.
-
Animation On: Selecting this option will simulate the model with animation on after completing all the actions mentioned in Import Data.
-
Completion: The model object is now integrated into your model, you should now be able to save and then simulate the model.
Controls Usage
Section titled “Controls Usage”Attributes:
Section titled “Attributes:”- a_Name: User Input for the numeric value of the part name. You may need to make a table that convert complex part numbers to integer value.
- a_Qty_s: Used to create to signal the first part of each order started at station one so stats can be collected for each order.
- a_Batch_Size: User Input for the number of parts in the batch or order. This is unique for every part type.
- a_Time_In: Used by the model object to add up total run time for calculation of failure requirements.
- a_Batch_In: Used by the object to calculate batch cycle time.
- a_Setup_Time1: User Input for the amount of time required to setup for running this part type. Overtime a_Name changes a setup is required.
- a_Proces_Time1: User Input for the amount of time required to process the individual part. This can be unique for every part type.
- a_Load_Time1: User Input for the amount of time required to load an individual part. This may be unique for each part type.
- a_Unload_Time1: User Input for the amount of time required to Unload an individual part. This may be unique for each part type.
- a_Debur_Insp_Time1: User Input for the amount of time required to provide subsequent processing such as deburr or inspection.
Variable:
Section titled “Variable:”- v_Previous_s1: Used by the system to capture the ID of the last part group to see if the order number has changed, ultimately to restart collection of stats.
- v_Previous1: Used by the system to retain the name of the last part type. This is used to see if a setup is required.
- v_TTF_Run_Time1: Captures the total run time of the machine between failures.
- v_Count1: Used by the system to reset the MTTF v_MTTF_M1 - Used by the system to track the value of the time to fail for the machine.
- v_Cnt1: Used by the system to only allow 1 batch at a time to process at this machine/station.
- v_Cycle_Station1: Captures and reports the cycle time for each batch. If exported with the variable below you will know the cycle time and corresponding part number.
- v_PrtNum_Station1: Captures and report the part number for the corresponding part number collected above.
Scenario Parameters:
Section titled “Scenario Parameters:”- s_MTTF_M1: User input for the time between failures. This may be entered as a distribution.
- s_MTTR_M1: User input for the time to repair. This may be entered as a distribution.
Verifying Import
Section titled “Verifying Import”After clicking the 2. Update button wait for a few seconds until you receive a relevant prompt via Excel or are moved to ProcessModel for model simulation. Once you are back in ProcessModel, you can look at the following location to make sure that the import was successful:
- Click on the arrival route and from the Properties Dialog click Define Schedule, open the Action Logic and review the import values.
Review the first line of data that was imported
The data imported into ProcessModel is reflecting the same values.