Workcell
LegacyHow this worked in the previous version
These model objects are created to work with each other. Like lego pieces the model objects can be joined together and will help to quickly develop the interrelationship batches of production with a machine, a worker, setup times, load and unload times, downtimes and inspection. When a cell change over is performed before running the next part number, or when different stations are setup for different part numbers.
When different part numbers follow unique paths in the work cell. The model structure stays the same and only the arrivals need to change. When multiple part types are being processed on the same machine each with different times for each of the above elements. When trying to determine the effective and reasonable usage of resources in a work cell and to collect real-time statistics during a workcell simulation.
Where to Find the Model Object
Section titled “Where to Find the Model Object”The following model object can be found in the model objects directory:
- Workcell - Flexible Workcell MC - RL
- Workcell - Flexible Workcell MC - V
- Workcell - Flexible Workcell MC w Insp - RL
- Workcell - Flexible Workcell MC w Insp - V
- Workcell - Flexible Workcell MC w Insp
- Workcell - Flexible Workcell MC
- Workcell - Flexible Workcell Setup for new PN
- Workcell - Flexible Workcell Variable Routing
- Workcell - Workcell Assembly 1 Piece Flow - LR
- Workcell - Workcell Assembly 1 Piece Flow - RL
- Workcell - Workcell Assembly 1 Piece Flow - UP
- Workcell - Workcell Assembly 1 Piece Flow - VR
- Workcell - Workcell Inspection 1 Piece Flow - LR
- Workcell - Workcell Inspection 1 Piece Flow - RL
- Workcell - Workcell Inspection 1 Piece Flow - UP
- Workcell - Workcell Inspection 1 Piece Flow - VR
- Workcell - Workcell Machine Center 1 Piece Flow - LR
- Workcell - Workcell Machine Center 1 Piece Flow - RL
- Workcell - Workcell Machine Center 1 Piece Flow - UP
- Workcell - Workcell Machine Center 1 Piece Flow - VR
- Workcell - Workcell Stat Collector 1 Piece Flow
- Workcell - Workcell Testing 1 Piece Flow - LR
- Workcell - Workcell Testing 1 Piece Flow - RL
- Workcell - Workcell Testing 1 Piece Flow - UP
- Workcell - Workcell Testing 1 Piece Flow - VR
- Workcell - Workcell Washing 1 Piece Flow - LR
- Workcell - Workcell Washing 1 Piece Flow - RL
- Workcell - Workcell Washing 1 Piece Flow - UP
- Workcell - Workcell Washing 1 Piece Flow - VR
Difficulty Level
Section titled “Difficulty Level”- Ease of Use: Moderate
- Ease of Modification: Moderate
How to Use the Model Object
Section titled “How to Use the Model Object”-
Open Your Model: Open your model or create a new blank model.
-
Insert the Model Objects into Your Model: These model objects work differently than other model objects as you need to combine multiple Workcell model objects to create a workcell environment.
-
Place the simulation work cell components based on what type of workcell is required.
Design the workcell using common components. Machining, cleaning, assembly, test and inspection stations are included with multiple orientations. This allows you to design clockwise or counterclockwise workcell orientations.
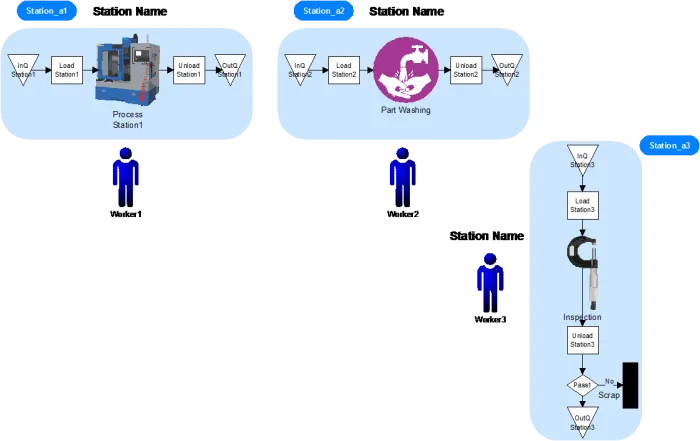
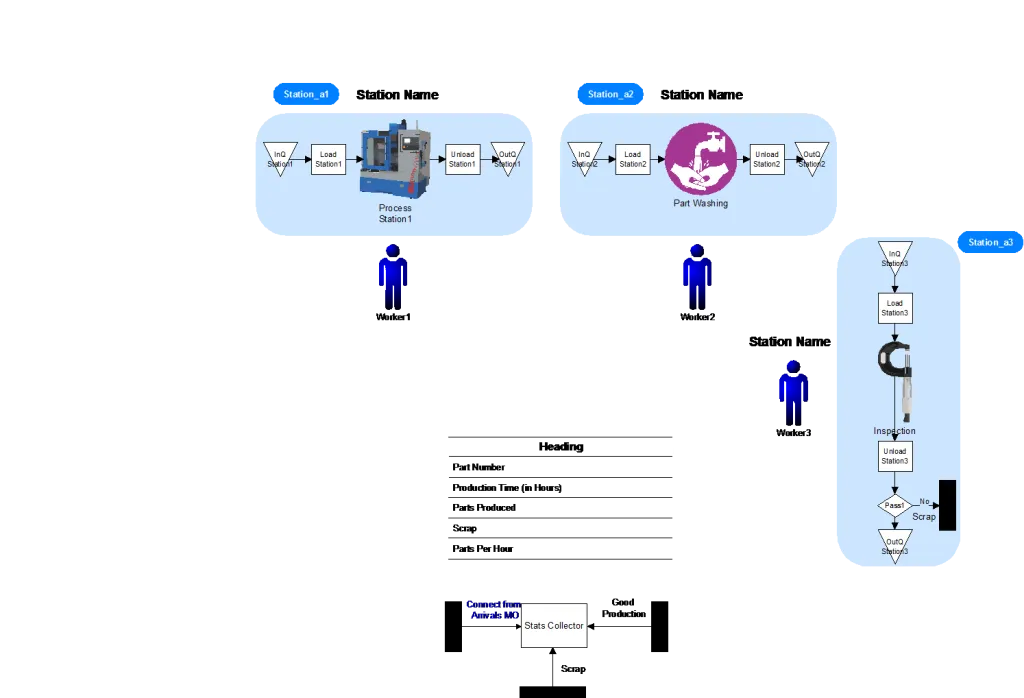
- Add a data collection device. This model object is titled “Workcell Stats Collector 1 Piece Flow.” This is used to collect stats on the performance of the workcell.
- Review Workcell Arrivals 1 Piece Flow and Flexible Workcell Arrivals to learn how to add arrivals to your model object.
Change the schedule and operational characteristics of the workcell. Headings of columns with a suffix of 1, are linked to station 1 while headings of columns with a suffix of 2, are linked to station 2, etc. If the times are changed in this spreadsheet and the import button is selected then the model is updated.
Below are a few of the items that could be changed:
- Each row represents a new order usually denoted with a change in a_Name (part number).
- Time - The day and time this order will start.
- Quantity - the number of batches of a particular part. For example a single part number may have several batches for reporting purposes.
- a_Name - an integer value used to describe each unique part. If your part numbers have alpha or special characters, create a conversion table to associate your part number with an integer value. Use only the integer value in this table.
- a_Batch_Size - The number of parts in a batch, this is used to collect batch cycle time.
- Setup time for each station. This will be used when the part name changes.
- Processing time for each station. These can be integer values or distributions to include variability.
- Load and unload time. Used as needed to represent load and unload times. If there is no Load or Unload time then set this attribute to zero (0).
Update the model with the newly added information.
- You will need to replace the InQ Station1 with the in queue from the arrivals model object, but certain elements contain logic, so routes can’t be randomly deleted and have the model work correctly. Instructions are provided below, so that the correct items are retained. Move the origin of the Route shown below:
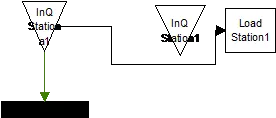
- Delete InQ Station1 and move InQ Stationa1 into its place as show below:
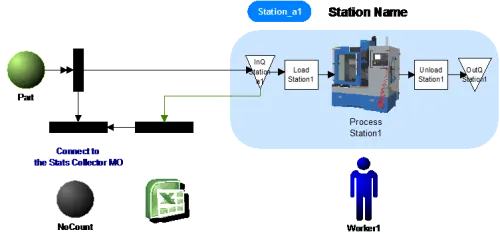
- Connect model objects. Use the connector line tool to route between model objects and connect the additional objects as indicated.
![]()
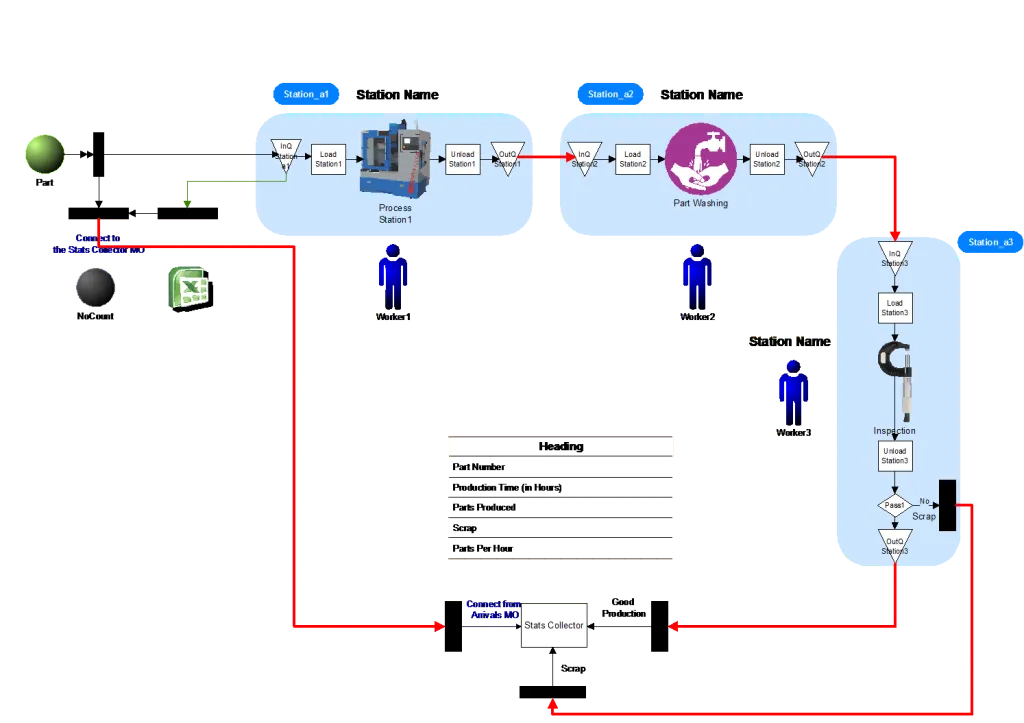
-
The required connections are shown in red. Change times to reflect moves between stations
-
Assign the workers to their stations. Use scenarios parameters to specify the worker assignments. Remove unused workers from the layout.
-
Run the model and see the simulated performance of the workcell.
-
Add the arrivals Model object. This allows rapid changes to the model to be made with a spreadsheet.Test workcell changes to meet the goals of your production system. For example, some of the things you can easily change are listed below:
-
Test worker assignment modifications. This is easily accomplished by changing the scenario parameters.
-
Add duplicate equipment or “Change out” machines and see the effect. The simple method of adding an additional unit of equipment can be accomplished by:
- Changing the capacity of the process station.
-
Changing the Quantity of the blue resource above the station.
-
Change the setup time on the “Workcell Arrivals” spreadsheet to reflect the time for the additional equipment.
-
Show the impact of better maintenance. Using the scenario parameters, make adjustments to the breakdown or repair characteristics and see the impact on productivity.
-
Change station batching. Altering the station batching is often used to reduce the human touches for something that is better accomplished in a batch. For example ultrasonic cleaning. To change from one piece flow to batching six items before running a cleaning cycle, the following steps are needed.
- Change the quantity to “wait” for in the input queue from one to six.
-
Add batching at the “Load Station” and set the “quantity” to six.
-
Add unbatching to the unload station.
-
and many more things can be changed… all within minutes.
-
A cell might be dedicated or could have many different part numbers each with unique characteristics. Scheduling could be updated and tested within minutes by changing the arrivals spreadsheet and pressing the “update” button.
In addition to making quick changes, this spreadsheet makes it possible to easily incorporate 1000 unique part numbers (or more) in a single workcell.
You provide the ideas and let the workcell model objects provide the detailed modeling to make your work cells perform to their potential. Workcell model objects are free to all users with ProcessModel purchases, maintenance and support, and upgrades.
- Completion: The model object is now integrated into your model, you should now be able to save and then simulate the model.
Controls Usage
Section titled “Controls Usage”Attributes:
Section titled “Attributes:”- a_Setup_Time#: Do not change. User Input for the amount of time required to setup for running this part type. Every time a_Name changes a setup is required. Every PN will have attributes for each station defining the setup time required for each PN. If the time is set to zero, no setup is required.
- a_Proces_Time1: Do not change. User Input for the amount of time required to process the individual part. This can be unique for every part type.
- a_Batch_Size: Do not change. User Input for the number of parts in the batch. This is unique for every part type.
- a_Name: Do not change. User Input for the numeric value of the part name. You may need to make a table that convert complex part numbers to integer value.
- a_Time_In: Do not change. Used by the model object to add up total run time for calculation of failure requirements.
- a_Load_Time1: Do not change. User Input for the amount of time required to load an individual part. This may be unique for each part type.
- a_Unload_Time1: Do not change. User Input for the amount of time required to Unload an individual part. This may be unique for each part type.
- a_Debur_Insp_Time1: Do not change. User Input for the amount of time required to provide subsequent processing such as deburr or inspection.
- a_Batch_In: Do not change. Used by the object to calculate batch cycle time.
- a_Loc_Count: Do not change. Counts how many times a part type has been through the Director activity so that the proper a_Loc value can be put into a_Next_Loc.
- a_Set_Qty#: Do not change. Is used by the system to define if a setup entity is needed. A setting of 1 is yes and a setting of 0 is no.
- a_Next_Loc: Do not change. Used in the routes exiting the Director activity. The value of a_LocX is put into a_Next_Loc and used to steer entities to the proper station.
- a_Loc#: Do not change. Contains the workstation order. If a_Loc1 = Station5, then the first station this part number would be sent to would be Station 5.
Variables:
Section titled “Variables:”- v_Previous1: Do not change. Used by the system to retain the name of the last part type. This is used to see if a setup is required.
- v_TTF_Run_Time1: Do not change. Captures the total run time of the machine between failures.
- v_Count1: Do not change. Used by the system to reset the MTTF and to limit the access to the workcell to one PN at a time.
- v_MTTF_M1: Do not change. Used by the system to track the value of the time to fail for the machine.
- v_Cnt1: Do not change. Used by the system to only allow 1 batch at a time to process at this machine/station.
- v_Cycle_Station1: Do not change. Captures and reports the cycle time for each batch. If exported with the variable below you will know the cycle time and corresponding part number.
- v_PrtNum_Station1: Do not change. Captures and report the part number for the corresponding part number collected above.
- v_Txt_Sta1: Do not change. A temp variable used to transfer a number from the Batch Shell Entity to each member of the group. Changes made to the shell entity (Batch) are not automatically transferred to the units of the batch.
- v_Cell_Setup: Do not change. Identifies is the entire cell is to be setup at one time or if stations will be setup as a new part arrives. Zero means setup as new parts arrive. One means set up the entire cell.
- v_PN3: Do not change. Used to store and display the part number.
- v_Scrap3: Do not change. Used to store and display the scraped parts.
- v_Scrap_Temp2: Do not change. Holds the value for scrap parts.
- v_PP3: Do not change. Used to store and display the parts produced.
- v_PP_Temp2: Do not change. Holds the value for parts produced.
- v_Cycle_Time3: Do not change. Used to store and display the production time (in Hours).
- v_PPH3: Do not change. Used to store and display the Parts Per Hour.
Scenario Parameters:
Section titled “Scenario Parameters:”- s_MTTF_M1: User input required. User input for the time between failures. This may be entered as a distribution.
- s_MTTR_M1: User input required. User input for the time to repair. This may be entered as a distribution.